Polyvinyl Alcohol in Water Treatment: Enhancing Filtration and Purification Processes
Water is an essential resource, critical for life and industry alike. With the growing global population and increasing industrialization, the demand for clean water has always remained the same. However, ensuring a consistent supply of purified water is a challenge that requires innovative solutions. One such solution is using Polyvinyl Alcohol (PVA) in water treatment processes. PVA, a versatile and water-soluble synthetic polymer, has proven invaluable in enhancing filtration and purification systems. This blog will explore the role of PVA in water treatment, highlighting its properties, applications, and the benefits it brings to modern water purification technologies.
Understanding Polyvinyl Alcohol
Polyvinyl Alcohol is a synthetic polymer derived from the polymerization of vinyl acetate, followed by hydrolysis. Its unique properties—such as water solubility, film-forming ability, chemical resistance, and biodegradability—make it suitable for various industrial applications, including water treatment.
The Growing Need for Advanced Water Treatment Solutions
Water contamination is a pressing issue worldwide, with pollutants ranging from industrial chemicals to biological contaminants affecting the quality of water supplies. While effective to some extent, traditional water treatment methods often need help to meet the increasingly stringent standards required for clean water.
Polyvinyl Alcohol in Filtration Membranes
One of the most significant applications of PVA in water treatment is producing filtration membranes. These membranes are crucial for removing contaminants from water, including particulate matter, microorganisms, and dissolved substances. PVA’s ability to form strong, flexible films makes it an excellent material for creating these membranes.
1. PVA-Based Composite Membranes:
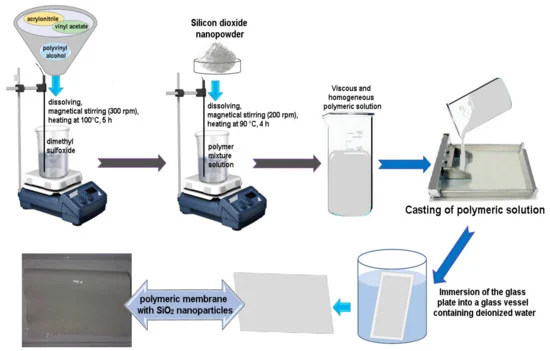
PVA is often combined with other materials to create enhanced filtration performance composite membranes. For example, PVA can be blended with polymers like polyacrylonitrile (PAN) or polyethersulfone (PES) to produce membranes with improved mechanical strength, chemical resistance, and selectivity.
2. PVA-Modified Membranes:
In addition to composite membranes, Polyvinyl Alcohol is used to modify existing membranes to enhance their performance. For instance, a thin layer of Polyvinyl Alcohol can be applied to the surface of a membrane to improve its hydrophilicity (water affinity). This modification helps to reduce membrane fouling, a common issue in water treatment processes where contaminants build up on the membrane surface, reducing its efficiency.
PVA in Reverse Osmosis and Nanofiltration
Reverse osmosis (RO) and nanofiltration are advanced water treatment processes that rely on high-performance membranes to separate contaminants from water. PVA plays a crucial role in developing membranes for these processes, particularly in creating thin-film composite (TFC) membranes.
1. PVA-Based Thin-Film Composite Membranes:
In RO and nanofiltration, TFC membranes are the gold standard for achieving high levels of contaminant removal while maintaining efficient water flow. PVA is a critical component in the thin-film layer of these membranes, contributing to the selective permeability required for these processes. Using PVA in TFC membranes enhances their resistance to chlorine and other chemicals, extending the membrane’s lifespan and reducing the need for frequent replacement.
2. PVA in Desalination:
Desalination, the process of removing salt from seawater to produce fresh water, is another area where PVA-based membranes significantly impact. The high salt rejection rates and durability of PVA-modified membranes make them ideal for use in desalination plants, where they help to produce large volumes of clean water from seawater efficiently.
PVA in Water Purification Coatings
Beyond membranes, PVA is also used to develop coatings for water purification systems. These coatings are applied to various components of the water treatment infrastructure, such as filters, pipes, and storage tanks, to improve their performance and longevity.
1. Antimicrobial Coatings:
One of the critical benefits of PVA-based coatings is their ability to incorporate antimicrobial agents. These coatings help to prevent the growth of bacteria and other microorganisms on the surfaces of water treatment equipment, reducing the risk of contamination and improving the overall safety of the water supply.
2. Anti-Fouling Coatings:
Fouling, or accumulating unwanted materials on surfaces, is a common challenge in water treatment systems. Polyvinyl Alcohol-based coatings can be designed with anti-fouling properties, preventing the buildup of organic and inorganic contaminants on surfaces like membranes and filters.
Advantages of PVA in Water Treatment
The use of PVA in water treatment offers several advantages that contribute to the efficiency and effectiveness of purification processes:
- Chemical Resistance: PVA’s resistance to various chemicals makes it suitable for harsh water treatment environments.
- Biocompatibility: PVA is non-toxic and safe for use in systems where water purity is critical, such as water treatment.
- Durability: PVA-based membranes and coatings offer long-lasting performance, reducing the need for frequent maintenance and replacement.
- Versatility: PVA can be easily modified or combined with other materials to meet specific water treatment requirements, making it a highly adaptable solution.
Challenges and Future Prospects
While PVA has proven to be valuable in water treatment, challenges remain. The cost of PVA-based materials can be higher than traditional alternatives, and further research is needed to optimize their performance in specific applications.
Conclusion
Polyvinyl Alcohol plays a crucial role in advancing water treatment technologies and enhancing filtration and purification processes across the globe. Its unique properties, including film-forming ability, chemical resistance, and biodegradability, make it an ideal material for developing high-performance membranes, coatings, and other water treatment solutions. As the world grapples with water scarcity and contamination, PVA’s contribution to ensuring a clean and reliable water supply is more critical than ever.





